NAFC Test Engine
PCBA + Final Acceptance Testing (USB/Serial & Ethernet)
PCBA + Final Acceptance Testing (USB/Serial & Ethernet)
From NAFC Tech Solutions — structured automated test systems built for manufacturing
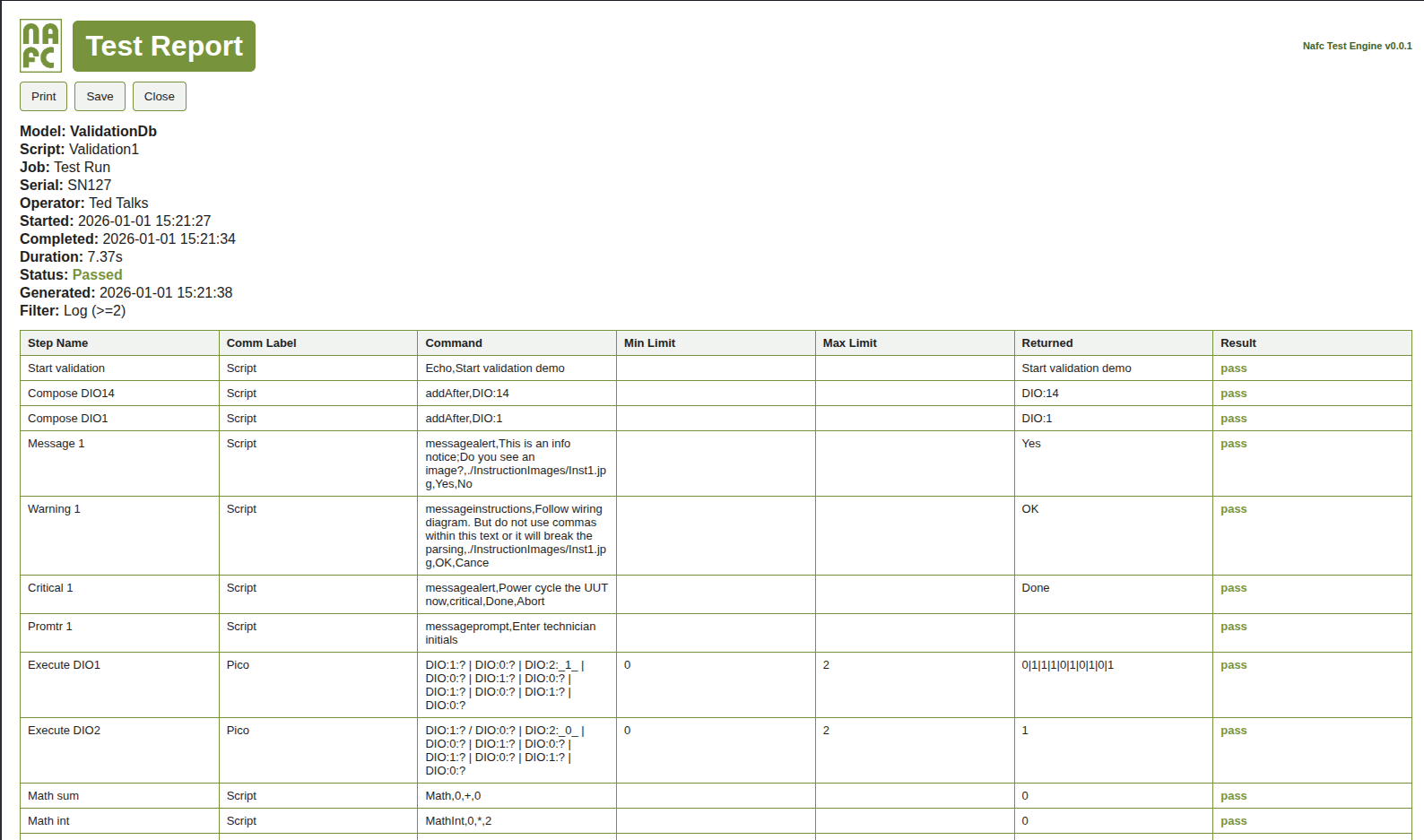
NAFC Test Engine replaces manual, inconsistent test execution and avoids the overhead of custom application development for every product. It provides a controlled operator interface, reusable device integrations, guided workflows, and audit-ready reporting for production environments.
The platform is designed to reduce deployment friction, simplify long-term maintenance, and support regulated manufacturing workflows. Typical projects can materially reduce test time while improving repeatability, traceability, and serviceability on the factory floor.
Use the ROI calculator to estimate labor savings, capacity unlocked, and expected payback based on your own volumes and test times.
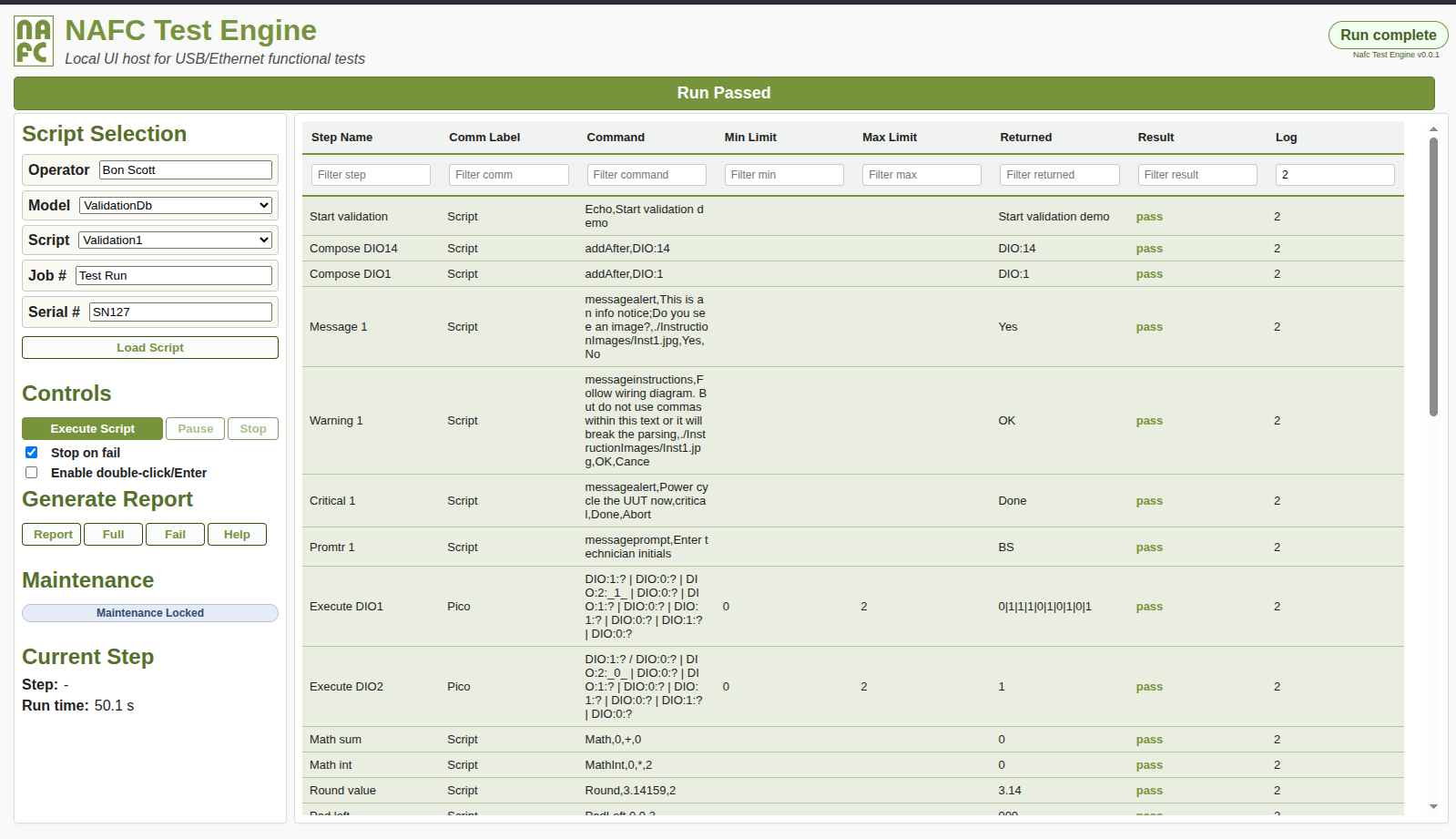
Step Name + Comm Label + Command + Min/Max + Returned + Result + Log. Filters per column; “noop” rows are supported for headers/separators. Log levels drive visibility and report inclusion.
<Step Name> swaps to Returned values and [Step Name] swaps to
pass/fail/aborted
results for conditional flow and re-use.
Chain commands with | or /; reference earlier cascade results using
_index_.
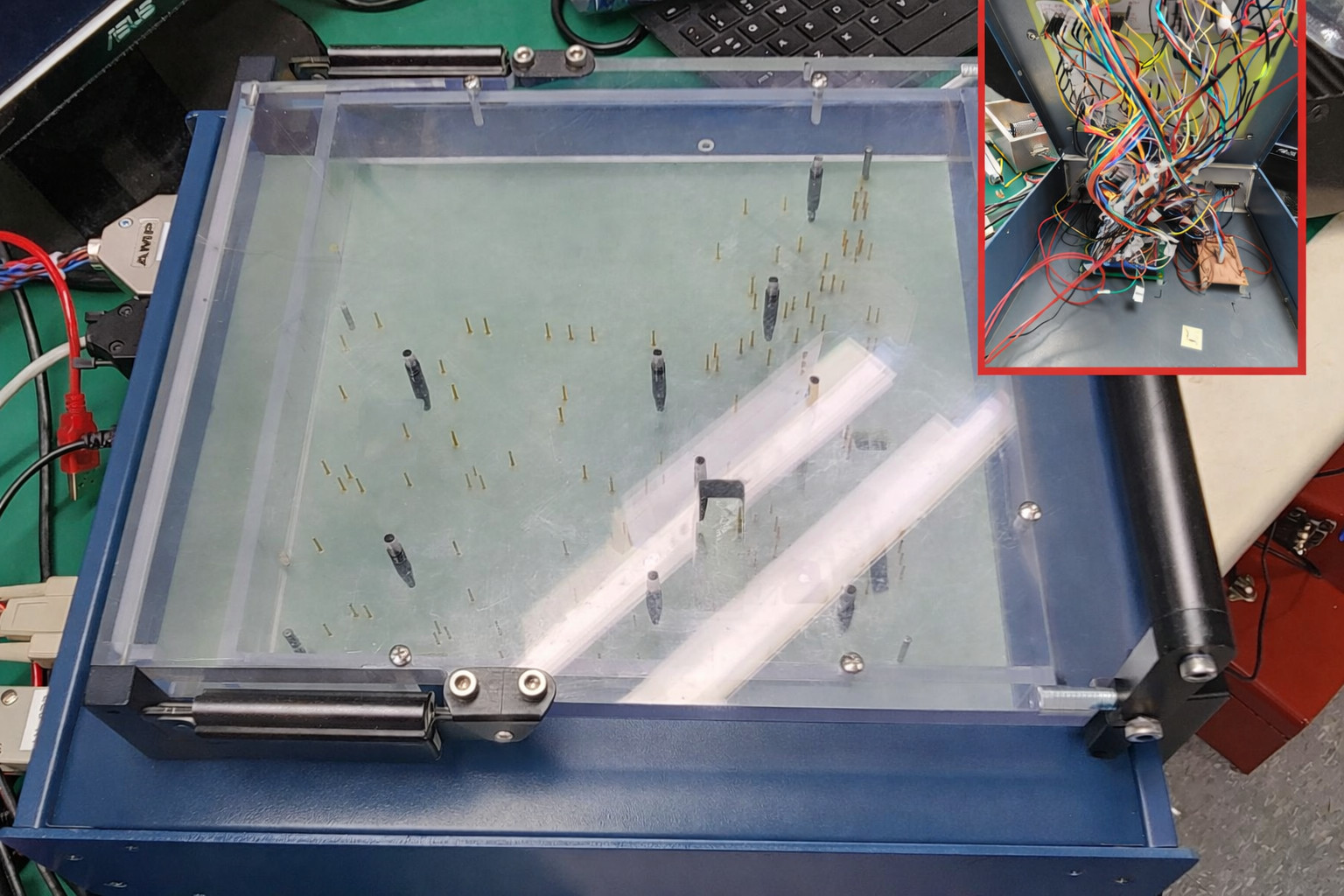
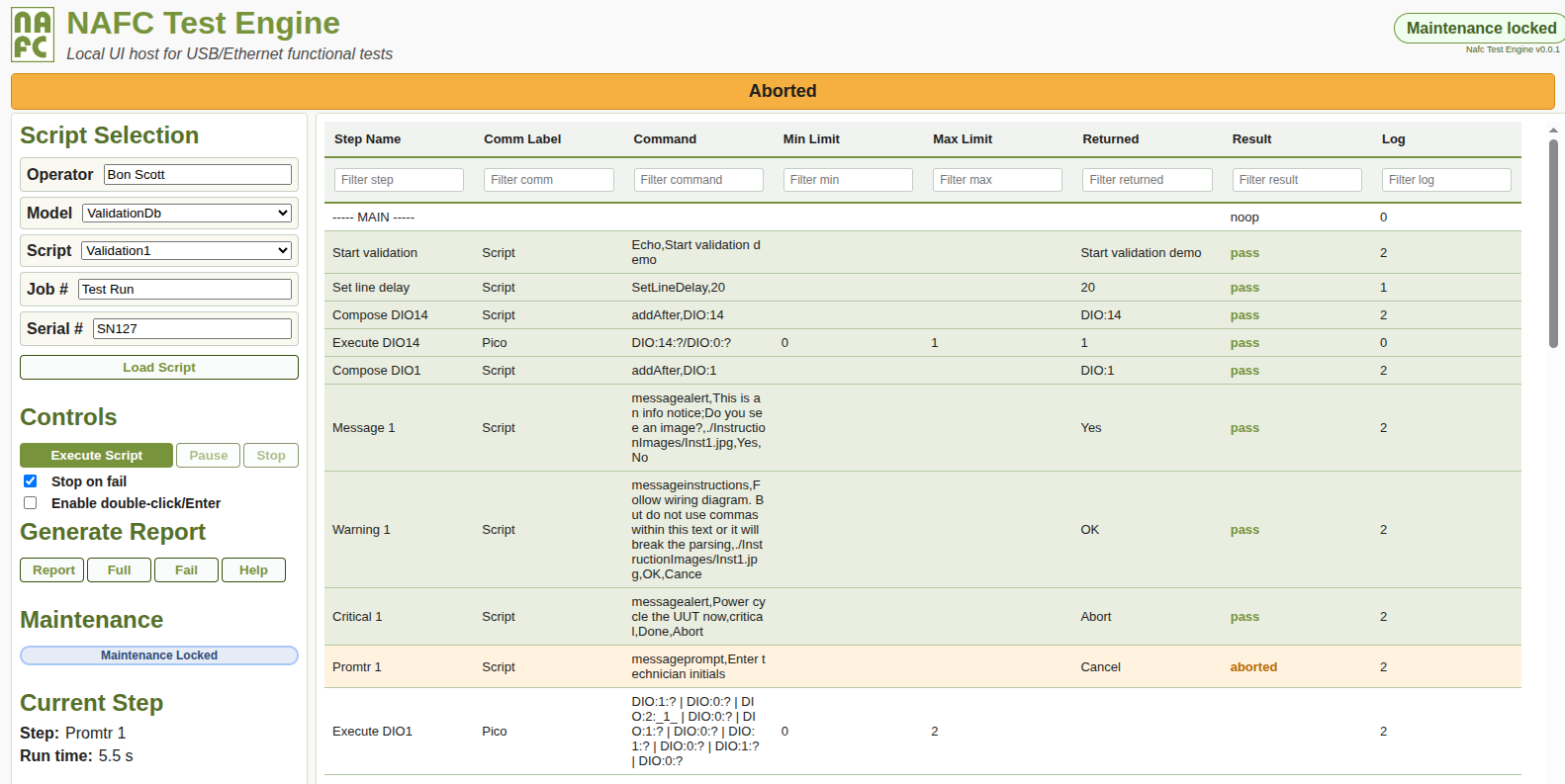
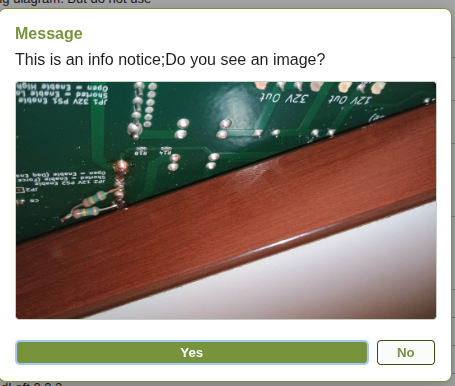
Alerts, prompts, and instruction dialogs with optional images for wiring, setup, and checkpoints. Maintenance lock keeps editing restricted.
Unlock to reorder steps, duplicate, delete, drag/drop, and run single steps (troubleshoot mode). Save scripts directly to JSON or SQLite sources.
Serial (COM/USB), Ethernet GET/POST + raw payload, and Windows DLL integration for vendor APIs. Auto-find profiles help bind to the right device.
_index_ placeholders reuse prior results.
messageinstructions for wiring / setup steps with photos.messageprompt for technician initials, workcell, or confirmation inputs.Review the ROI calculator to build the business case, or launch the interactive demo to see the operator experience.
fire: prefix when you need send-only commands with no response wait.
Ready to change how you perform final verification and acceptance testing?
Contact Ali Khajeheian at
alik@nafctechsolutions.com or
416-902-0054.